�\ՄUN5-150Z�܉�W�⺸�C(j��)���Ӆ���(sh��)���x��
���ٙ�Ŀ���C(j��)еՓ�� �l(f��)�����ڣ�2012-11-05 09:45 ��ȣ�
����ժҪ: ���Ľ�B��UN5-150Z�܉�W�⺸�C(j��)���ӹ�ˇ����(sh��)���x��,���{(di��o)����Ҫ����(sh��)�˷������܉�a(ch��n)����ȱ�ݡ�ͨ�^(gu��)һ�M��(sh��)���U���܉���Ӆ���(sh��)���x��,��(du��)����܉�W�⺸�C(j��)���Ӿ��Ѕ������á�
�����P(gu��n)�I�~��UN5-150Z�܉�W�⺸�C(j��),�܉���ӹ�ˇ����(sh��),�x��
�����W�⺸�ǬF(xi��n)��܉����ͨ�o(w��)�p��·��O(sh��)ʩ�����M(j��n)���܉�B�ӵ���Ҫ������ԓ���������Ԅ�(d��ng)�����a(ch��n)��ʽ;���ӹ�ˇ����(sh��)���ڿ��ƺ��{(di��o)��;��ˇ��(w��n)��,���^�|(zh��)����,���a(ch��n)Ч�ʸ�,��Ŀǰ�����܉����ѷ�ʽ��һ����W�⌦(du��)���Ļ���������Էֳ��A(y��)�ᡢ�W��(��Q(ch��ng)����)���呡����ֺ���ֹ���A�Ρ��B�m(x��)�W�⌦(du��)���r(sh��)�o(w��)�A(y��)���A�Ρ��ҹ�˾ʹ�õ���UN5-150Z�܉�W�⺸�C(j��)�������B�m(x��)�W�⺸�ӡ����Ӆ���(sh��)���x����һ��(g��)��ԇ��(sh��)�(y��n)���^(gu��)��,��(du��)���܉���Ӂ�(l��i)�f(shu��)�ǻ��A(ch��),ֱ��Ӱ푺�܉�|(zh��)����
����һ��UN5-150Z�܉�W�⺸�C(j��)���ӹ�ˇ����(sh��)��
����Ӱ푟o(w��)�p�܉�B�m(x��)�W�⺸���|(zh��)������Ҫ���ؾ��Ǻ��Ӆ���(sh��)�����ӹ�ˇ����(sh��)��Ҫ�У��r(sh��)�g��늉��������λ�ơ�ǰ�M(j��n)�ٶȡ������ٶȡ����£�
����UG——�߉�����늉�ֵ(V)
����UD——�͉�����늉�ֵ(V)
����v1——�܉���M(j��n)���ٶ�(mm/s)
����v2——�܉��·�r(sh��)�ķ��x�ٶ�(mm/s)
����v3——�܉���M(j��n)������ĩ�ٶ�(mm/s)
����t1——��늉������r(sh��)�g(s)
����t2——��늉������r(sh��)�g(s)
����t3——���ٟ����r(sh��)�g(s)
����t4——����呕r(sh��)�g(s)
����t∑——���ӿ��r(sh��)�g(s)
����P1——Һ��ϵ�y(t��ng)�͉���������(MPa)
����P2——Һ��ϵ�y(t��ng)�߉���������(MPa)
����L——����(mm)
�����܉�W�⺸���Ӆ���(sh��)���{(di��o)����(sh��)�H�Ǹ���(g��)���Ӆ���(sh��)�ă�(y��u)��ƥ���^(gu��)�̡����˫@�Ã�(y��u)�|(zh��)�ĺ��ӽ��^�����ӹ�ˇ����(sh��)���{(di��o)���c��λ��(y��ng)��(d��ng)�M(m��n)�����l����
����(1)��܉���Ӷ��^��������ļӟ�^(q��)���m��(d��ng)?sh��)Ĝض��ݶȣ����_�����Ӷ���ضȷֲ�����
����(2)���_���܉�����W���^(gu��)���B�m(x��)����(w��n)����
����(3)���܉���Ӷ���������������׃�Ρ�
��������UN5-150Z�܉�W�⺸�C(j��)������Ҫ����(sh��)���x��
����UN5-150Z�܉�W�⺸�C(j��)������Ҫ����(sh��)���x����ͨ�^(gu��)��(du��)UN5-150Z���b��ʽ�܉�W�⺸�C(j��)�B�m(x��)�W�⺸�ӹ�ˇ�������������܉���N��ԇ��(sh��)�(y��n)���z���܉�W�⌦(du��)������^���^�������M(j��n)���x��:
����(һ)������늉����x��
�����B�m(x��)�W�⺸�C(j��)ͨ�^(gu��)��ź׃�����{(di��o)��ݔ��늉���С���_����׃�����ṩ���m��늉���(sh��)ֵ�������^(gu��)��늉���D1��ʾ�����ӳ��ڣ��܉̎����B(t��i)�����С�����������a(ch��n)���ğ�������(d��o)Ѹ�٣����l(f��)�W����Ҫ�^���ʣ�һ����ø�늉����ӡ���(j��ng)�^(gu��)�״δ������}�_���܉����ض��������@�r(sh��)���|�������������pС���|�c(di��n)��(sh��)�����ಢ�U(ku��)չ������(g��)���棬�����^(gu��)���M(j��n)�뷀(w��n)�������A�Ρ���(w��n)�������A�κ��C(j��)ֻ���x���^�͵�늉��Ϳ��ԾS���B�m(x��)��(w��n)�����W�⣬�����@һ�A�β��õ�늉����ӡ���(d��ng)�܉�˲��ӟ�^(q��)�γ�һ�����ȣ����_(d��)���ضȵĄ�(d��ng)ƽ���Ժ���Ҫ�Լ��Ҷ���(w��n)�����W��I(y��ng)�챣�o(h��)��գ������܉�����Һ�B(t��i)����Ĥ���������a(ch��n)������ȱ�ݣ�����늉���֏�(f��)����ʼ��늉���һ���늉��x��390��430V����늉��x��310��340V֮�g��
����
����(��)�����ӕr(sh��)�g���{(di��o)��
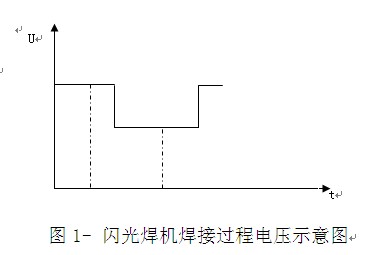
�����܉�����^(gu��)���и��A�εĕr(sh��)�g���Ʒdz��P(gu��n)�I����Ҫ�У��W����ڸ߉������r(sh��)�g���͉������r(sh��)�g������ĩ�ڸ߉��r(sh��)�g�����ٟ����r(sh��)�g������呕r(sh��)�g�͟o(w��)���(����)�r(sh��)�g�ȣ����A�Εr(sh��)�g�L(zh��ng)�̵��{(di��o)����(du��)�����|(zh��)��Ӱ푲��M��ͬ�����磺���ٟ����r(sh��)�g�^(gu��)�L(zh��ng)��(hu��)�sС�ӟ�^(q��)���ȣ�����呕r(sh��)�g�^(gu��)�L(zh��ng)�t�����T�l(f��)�^(gu��)��ȱ�ݣ��o(w��)����呕r(sh��)�g�͕̾�(hu��)��(d��o)������׃�β���֣��@Щ����(hu��)���������|(zh��)����һ����r�¸��A�κ��ӕr(sh��)�g�x�÷������1��ʾ��
����(��)���ٶ��{(di��o)��
�������C(j��)��(du��)������̖(h��o)�܉���W������r(sh��)�ڵ����M(j��n)�ٶȻ�����ͬ������0.2~0.22mm/s������(n��i)׃��(d��ng)���ٶ��^(gu��)�ߣ��ӟ�Ч�ʽ���;�ٶ��^(gu��)�ͣ����ܾS���B�m(x��)��(w��n)�����W�⡣��ˣ��܉��������ٶȑ�(y��ng)�c���C(j��)��(d��ng)�����M(j��n)�ٶ�ƥ�䡣�{(di��o)�����{(di��o)׃��������ֵ�����Ը�׃늙C(j��)�Ŵ�C(j��)��ݔ��늉������M(j��n)�ٶ��c֮��(du��)��(y��ng)��ͬ�����p���呕r(sh��)�ĺϿp�ٶȼ����ٶ�Ҫ��Խ��Խ�ã�һ�㲻С��20��25mm/s����t�܉�������ױ��������a(ch��n)������ȱ�ݡ�����呕r(sh��)���ٶ�ȡ�Q���܉����Ĝضȡ��呉������������
�������x�ٶȵ��{(di��o)���փɷN��r��һ�N���{(di��o)����(d��ng)�A�ߵĺ����ٶȣ�һ��ȡ0.9��1.0mm/s;��һ�N�Ǻ����^(gu��)�����܉܉�˽��|��ķ��x�ٶȣ�һ����Sǰ�ѽ�(j��ng)�{(di��o)�ã��������{(di��o)��
����(��)�������{(di��o)��
����Һ��ϵ�y(t��ng)�������{(di��o)����Ҫ�У�ϵ�y(t��ng)�͉���ϵ�y(t��ng)�߉����呉����ȡ�Һ��ϵ�y(t��ng)�����ǰ��ճ����O(sh��)Ӌ(j��)׃���ģ��ڼ��ٟ���ǰ��������(d��ng)����ɺ�ϵ�y(t��ng)������ͬ��ͨ�^(gu��)����������羀�_(k��i)�P(gu��n)���]�ό�(sh��)�F(xi��n)�ߡ����͉����D(zhu��n)�Q��Һ��ϵ�y(t��ng)���呉�����ָ�呕r(sh��)�呸��͉�������(j��)�܉�Ľ�����e��ͨ�^(gu��)����ԇ�(y��n)�xȡ��һ��ȡ4Kg/mm2��
����(��)������
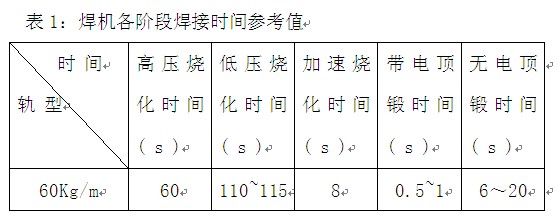
�����������B�m(x��)�W�⺸�зdz���Ҫ�Ĺ�ˇ����(sh��)���B�m(x��)�܉���C(j��)�����˿ɿ��呣�ͨ�^(gu��)�܉ԇ���_���������܉���|(zh��)��ͬ������e��ͬ������Ҳ�Ͳ�ͬ������60Kg/m�܉�r(sh��)����һ���{(di��o)����11��13mm;(60Kg/m)U71Mn�܉����һ���11mm���ң�(60Kg/m)���U75V�܉����һ���13mm���ҡ�
���������x��������Ӆ���(sh��)�˷��W�⺸����Ҫȱ�ݣ�
�����܉�W�⺸�a(ch��n)����ȱ��һ��֞飺��(n��i)��ȱ�ݡ��ⲿȱ�ݺͽ��ٽM��ȱ�ݡ���(n��i)��ȱ�ݰ������Ұߡ�δ���ϡ��Ѽy���^(gu��)�������p�A�s���;�ⲿȱ�ݰ������e(cu��)λ��������늘O�Ƃ���;���ٽM��ȱ�ݰ����R���w�������ִ�ȡ�
����(1)���W�⺸�Ѽy�a(ch��n)������Ҫԭ��Q�k��
����܉�_�˲��Ѽy���ں��p܉�_�ɶ˳��F(xi��n)�_(k��i)�ѵĬF(xi��n)��܉�_�˲��Ѽy�Ĕ�ڣ����Կ�����܉�_߅���ɫ�^��������F(xi��n)���@�f(shu��)���������^(gu��)�̽Y(ji��)�����ڽ��^��s�^(gu��)�̷N�У��@�Nȱ���ѽ�(j��ng)�γɣ����⣬Ҳ�f(shu��)���@��һ�N�](m��i)�к��ϵ�ȱ�ݡ��@�Nȱ��(du��)���ӽ��^�����w��(qi��ng)��Ӱ푺ܴ�(hu��)��ͽ��^�Ŀ��_��(qi��ng)�ȡ�ԇ�(y��n)���������pһ���a(ch��n)���@�Nȱ�ݣ��܉���^���o(w��)��ͨ�^(gu��)���Nԇ�(y��n)����ˣ��@��һ�N�^��Σ�U(xi��n)�ĺ���ȱ�ݡ�
����܉�_�˲��Ѽy����(sh��)�c���ӹ�ˇ���P(gu��n)�����磬�����������㣬ʹ܉�_��λ�ĔD����eС���܉����;���ͱ����ĕr(sh��)�g�^(gu��)�̣��������׃��������;���Ӽӟ�ĕr(sh��)�g�����L(zh��ng)����ɼӟ�ķ����^(gu��)խ�ȡ����⣬�Դ늉��Ĵ���Ȳ���(d��ng)Ҳ��һ��(g��)���ɺ�ҕ�����أ����������½���ʹ�ú��ӽ��^�ğ�ݔ�������½���Ҳ�п��ܮa(ch��n)���@�(l��i)ȱ�ݡ�
������ֹ�������˷�܉�_�˲��Ѽy����Ҫ�������M(j��n)�к��ӹ�ˇ����(sh��)���{(di��o)���������{(di��o)�����ӹ�ˇ����(sh��)��һ��(g��)�c���C(j��)������ָ��(bi��o)��늾W(w��ng)��r�ͺ��ӻ��A(ch��)֪�R(sh��)���P(gu��n)���^��C�ϵļ��g(sh��)�����µ��{(di��o)����������ߺ��ӵ����������L(zh��ng)���ͱ����ĕr(sh��)�g���������L(zh��ng)���Ӽӟ�ĕr(sh��)�g�ȡ�
����(2)�� �W�⺸�^(gu��)���a(ch��n)������Ҫԭ��Q�k��
�����^(gu��)���Ǻ��ӕr(sh��)�ӟ�ض��^(gu��)�ߣ��ֲ����ټӟᵽ�_(d��)���ྀ�cҺ�ྀ֮�g�ضȶ���ɵľ���ƫ���͟��ۡ��^(gu��)���Ǻ��ӽ��^��Σ�U(xi��n)��ȱ��֮һ�������F(xi��n)��܉�׃ɂ�(c��)��܉�_λ�á��p���^(gu��)���r(sh��)���F(xi��n)��(x��)С̿�ڰ��c(di��n)����(y��n)���^(gu��)���r(sh��)���F(xi��n)��ɫ��C��M�����܉�W�⺸�͚≺�����п��ܳ��F(xi��n)�^(gu��)��ȱ�ݡ�
�����܉�W�⺸�a(ch��n)���^(gu��)���ķ�ֹ�������ٽ��߉��A�ε�늉�;�ڿs�̸�늉��A�κ��ӕr(sh��)�g;�ۿs�̎���呕r(sh��)�g;�����L(zh��ng)�呕r(sh��)�g;�ݽ��ͼ��ٟ����A�ε����늉��ȡ�
����(3)�����p�A�s��
�����A�s�����܉�W�⺸�ķֲ����c(di��n)�ǣ��ֲ��ں��p֮�У������w��������p�����ں��^���^�죬�ɫ�^���ҕ��Ұߵ�һ�N��
�����W�⺸������A�s�Įa(ch��n)��ԭ���^�࣬����Ҏ(gu��)�ɱ��^�y�����գ�һ���J(r��n)�����܉�ں����^(gu��)���У����p̎�Еr(sh��)�γɹ����}�(l��i)�ķǽ������|(zh��)�������ۼ����W�⻡�ӵĵײ�����(d��ng)��K������ɺ](m��i)�Ќ��ǽ������|(zh��)�D����ʹ������ں��p�У��@�Ӿ��γ��˺��p�A�s�
�����A�s��Įa(ch��n)���c���Nԭ�����P(gu��n)��һ���c�܉ĸ�ĵijɷ����P(gu��n)����(sh��)�`��������(Si)�����ߵ��܉���W�⺸�p�еĻҰ߳��F(xi��n)�ĸ���Ҳ����(y��ng)��ߡ������c���ӕr(sh��)���õ��������P(gu��n)�������^(gu��)С���܉����ı����������w��δ��ȫ�D����ʹ�����������ڽ��^�С���ֹ������ע���܉�Ļ��W(xu��)�ɷ֣�Si������(y��ng)�ژ�(bi��o)��(zh��n)Ҫ��ķ�����(n��i)������(y��ng)��������(bi��o)��ֲ�������ע�⺸�ӹ�ˇ����(sh��)���܉����ӟ�Ҫ������λ�����͉���Ҫ���C��
����(4)���W�⺸�Ұ߮a(ch��n)������Ҫԭ��Q�k��
����һ���ֻҰ߮a(ch��n)����ԭ���������܉�д���Si��Mn��Al�ȺϽ�Ԫ�أ���֮���ӹ�ˇ����(sh��)��������ʹ�ú��ӕr(sh��)�������B�m(x��)�W��ĩ�ڱ��o(h��)���ã���(d��o)��Si��Mn��Al��Ԫ�ر��������γɊA�s��ȱ�ݣ����呕r(sh��)���ۻ��Ľ����c�@Щ�A�s��һ�𱻔D�����ع�����������(d��ng)��δ���ŔD�Ƀ��������ں��p�е���������γ��˔���ϵĻҰߡ�ͨ�^(gu��)�{(di��o)������(sh��)�Ԝp�ٻҰߡ�
��������{(di��o)�����ӹ�ˇ����(sh��)��һ��(g��)�c���C(j��)������ָ��(bi��o)��늾W(w��ng)��r�ͺ��ӻ��A(ch��)֪�R(sh��)���P(gu��n)���^��C�ϵļ��g(sh��)���_�����m�ĺ��ӹ�ˇ����(sh��)��(hu��)����܉�����|(zh��)�����p���܉�W�⺸�a(ch��n)����ȱ�ݡ�
�����ġ�UN5-150Z �܉�W�⺸�C(j��)���Ӆ���(sh��)���x��(sh��)����
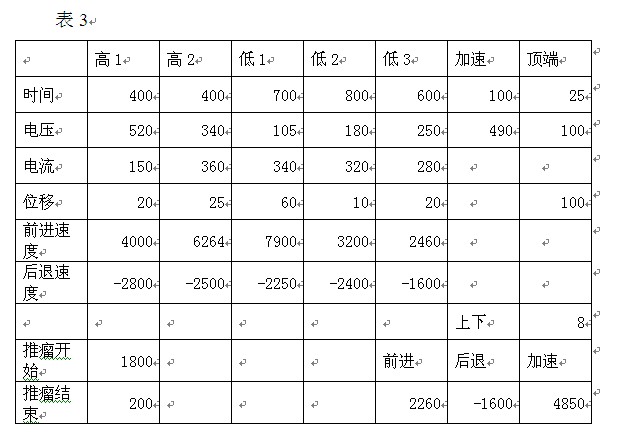
�����ڲ��ų��H�F·��܉ʩ���У��������U75V��60KG�܉����UN5-150Z �܉�W�⺸�C(j��)ʩ����ԭʼ���ӹ�ˇ����(sh��)(��2)�������D(�D2)��
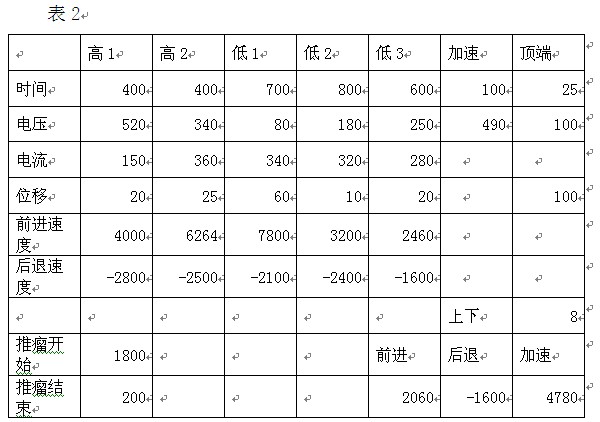
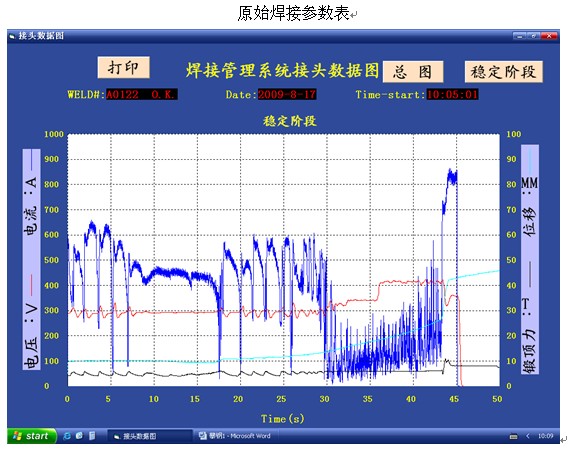
�����ı�2���D4���Կ�����
�����͉�һ�ĺ��C(j��)����е������D(�D2)��֪�͉�һ��·�Δ�(sh��)�^�࣬��·�r(sh��)�g�^�L(zh��ng)����ǰ�M(j��n)�ٶȺͺ����ٶ��{(di��o)��(7800——>7950,-2100——>-2200)���@�N�F(xi��n)��Һ��e�������ܴ�(d��ng)���_(k��i)�r(sh��)Һ�����W���п��ܕ�(hu��)�B�܉ը��һ��(g��)С�ӣ��γɚ��Ұߡ�������A��ԇ�Ľ��£�Ȼ�����ߣ��γɺܺõľ��_�������ڷe������������(du��)�Ժ�ĵ͉��������٣���������Ĝ�(zh��n)�䡣
�����ɈD����(�D2)�͉�һ�A�ε�������Կ������ƫ�ͣ����p�ľ����ִ�Ӳ�ȣ�˲�g�_����������(hu��)��ͣ�߀��(hu��)��?y��n)�e�������(hu��)���㣬��(d��o)���ں����^(gu��)��܉�˕�(hu��)�К������|(zh��)����ƽ�����a(ch��n)���Ұߡ���˺��Ӆ���(sh��)����{(di��o)����
�����{(di��o)���k�������ÿ��dԇ�(y��n)�ڵ͉�һ��늉��{(di��o)��(80——>105)��ʹ�^������ķ�ֵ��630A���ϣ����S���^(gu��)690A���ĈD�е͉�һ߀��֪����������̎�ڶ�·�A�Σ�ǰһ��(g��)�A���W��߀�](m��i)�Y(ji��)������һ�A�����_(k��i)ʼ�W���ˣ��f(shu��)����ǰ�M(j��n)�ٶ����@���ں����ٶȣ��@���W���^���ң���(hu��)���ߺ��p�g�����ğ�����ͬ�ӌ�(d��o)�����e��㡣�D����7~17���@�Εr(sh��)�g����δ�W�⣬��ȫ��·���o(w��)����܉����ĊA�s��������W�⣬�o(w��)���a(ch��n)��������������ɻҰ�A�s�����ǰ�M(j��n)�ٶȸ�С(7950——>7900)�������ٶȸĴ�(-2200——>-2250)��30~32���������̫�죬��(du��)����Ӱ푡�
�����{(di��o)����͉�һ�A���W��ͱ��^���e���˳���ğ������ڈD��30~32����(���͉�һ�D(zhu��n)�Q���͉������^(gu��)��)�����Ҳ���^��(w��n)�����½���Ψһ�IJ�����Ǐĵ͉������������^(gu��)���У���������L(zh��ng)�^(gu��)�����e���ڼ����呕r(sh��)(42~44��)����������(һ����200A����)���������������W�ⲻ���ң��o(w��)�������p�е�������ȫȼ�����t�ڸߜ����F�c���⌢��(hu��)�γ������F���Ұߡ������ڼ������У�����ķ�ֵҲ�����S̫��(һ����400A����)����t��(hu��)���ߴ����ğ����������呕r(sh��)�������(l��i)�����](m��i)���W�⣬�϶��К����������������γɻҰߡ�ͨ�^(gu��)������٘O��(4780——>4950)�����ǰ�M(j��n)�ٶ�(2060——>2260)
�����͉�һʼ�K̎�ڶ�·�A�Σ��](m��i)�л��܉����](m��i)�W�⣬������������һЩ�s�|(zh��)�](m��i)�б���һ���������mȻ�ڵ͉��������٣��呕r(sh��)�Є��ҵ��W�⣬�܌�һЩ�s�|(zh��)���������Dz�����ȫ���͉�һ���L(zh��ng)�r(sh��)�g��·���](m��i)��(j��ng)�^(gu��)������������һֱ�e���ڃɶ���֮�g����(hu��)�γ��^(gu��)����Ӱ��܉�ĺ����|(zh��)����
�����ĺ��ӈD(�D2)�͉�һ��ǰ15��߀�Ƿdz�����15����25���^��˕r(sh��)��Ҫ�P(gu��n)ע�͉��������١��呵ĈD�͉�һ�D(zhu��n)׃�͉������F(xi��n)������g�࣬�ڼ���������](m��i)ʲô׃�����](m��i)��������څ��(sh��)���e���呕r(sh��)�g��ǰ��·���@�N�F(xi��n)����F(xi��n)�ĸ��ʱ��^�ߣ����呺�����](m��i)��ͬ���ĕr(sh��)�՚��������M(j��n)�룬�γɻҰߡ�ͨ�^(gu��)���ͼ��٘O�ށ�(l��i)��Q(4950——>4850)��
������(j��ng)�^(gu��)�����{(di��o)����K���Ӆ���(sh��)�x�����£�
�����{(di��o)�����ӹ�ˇ�������D(�D3)��
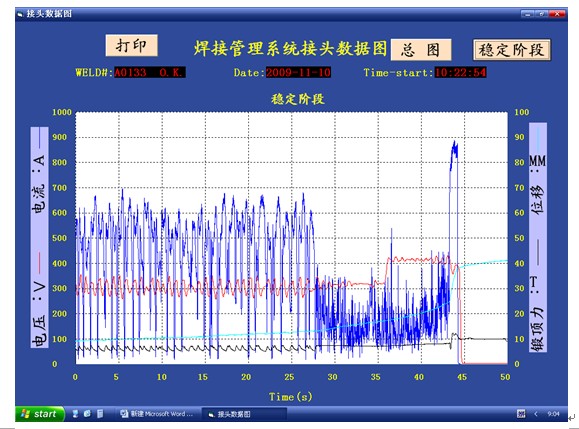
�����D3---���C(j��)��������D
�����@�N���ӈD���DZ��^�õģ����N�࣬��_(k��i)���p����һ���ֺ�
�����pδ���F(xi��n)�Ұߣ�һ���ֳ��F(xi��n)1*2��1*3�ĻҰߣ��Ҳ��������܉��߅�����p�|(zh��)�����ڷ�(w��n)�����@�M����(sh��)2009�ꑪ(y��ng)���ڲ��ų��H�F·�F(xi��n)��(ch��ng)ʩ���У��������p�ϸ����_(d��)��98%���ϡ�2010��8���_(k��i)ͨ���p�|(zh��)����(w��n)����
�����塢�Y(ji��)���Z(y��)��
�����Ƅ�(d��ng)ʽ�B�m(x��)�W�⺸�C(j��)�����܉�x������ĺ��Ӆ���(sh��)��һ��(g��)ϵ�y(t��ng)�������nj�(du��)����(g��)����(sh��)�M(j��n)�оC�Ϸ��۵��^(gu��)�̡����x��ʹ_����һ��(g��)ֵ��̽���Ć�(w��n)�}��ֻ���x������ĺ��Ӆ���(sh��)ͨ�^(gu��)�܉��ԇ��(sh��)�(y��n)�ͳ���̽���ȷ����z�(y��n)�����ܴ_���܉�����|(zh��)������˺��Ӆ���(sh��)�x���Ǵ_���܉�����|(zh��)����Ҫ���ء�
���������īI(xi��n)
����(1)TBT/1632.1-2005���܉����——��һ���֣���ͨ�ü��g(sh��)�l�����������Ї�(gu��)�F�������磬2005
����(2)�R����.�����\(y��n)��(zhu��n)���F·܉�����������Ї�(gu��)�F�������磬2005.
����(bi��o)�}���\ՄUN5-150Z�܉�W�⺸�C(j��)���Ӆ���(sh��)���x��
�D(zhu��n)�dՈ(q��ng)ע����(l��i)�ԣ�http://m.optiwork.cn/fblw/ligong/jixie/13773.html
���P(gu��n)��(w��n)�}���
�zӰˇ�g(sh��)�I(l��ng)��AHCI�ڿ����]��Phot...�P(gu��n)ע:106
Nature���¶��W(xu��)���ӿ�Nature Com...�P(gu��n)ע:152
��С�W(xu��)�̎�ֵ���˽⣬�@Щ�����W(xu��)...�P(gu��n)ע:47
2025�ꌑ(xi��)����W(xu��)Փ�Ŀ����õ�19��(g��)...�P(gu��n)ע:192
�y(c��)�L�I(l��ng)��Ƽ������ڿ��x�� �p����...�P(gu��n)ע:64
���r(sh��)�_(k��i)Փ�ęz���C������Ҫ�P(gu��n)ע:52
�Ї�(gu��)ˮ�a(ch��n)�ƌW(xu��)�ڿ��Ǻ����ڿ����P(gu��n)ע:54
��(gu��)�H����(sh��)��Ҫ�˽�Ć�(w��n)�}����P(gu��n)ע:58
��������(sh��)�ܷ��u(p��ng)�Q(ch��ng)���P(gu��n)ע:48
��ŌW(xu��)����Щ��Ͷ���SCI�ڿ���ֵ...�P(gu��n)ע:66
ͨ�Ź����ИI(y��)Փ���x�}�P(gu��n)ע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�P(gu��n)ע:121
�u(p��ng)�Q(ch��ng)�l(f��)Փ�ĺ�߀�dz���(sh��)���P(gu��n)ע:68
��(f��)ӡ��(b��o)���Y����Ҫ�D(zhu��n)�d��(l��i)Դ�ڿ���...�P(gu��n)ע:51
Ӣ���ڿ����峣Ҋ(ji��n)��Փ�Ġ�B(t��i)����...�P(gu��n)ע:69
Web of Science ���ĺϼ��ڿ��u(p��ng)��...�P(gu��n)ע:59
����Փ�ķ���
�����O(sh��)Ӌ(j��)Փ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C(j��)�һ�w��Փ�� ���bՓ�� ��ͨ�\(y��n)ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅ�(d��ng)��Փ�� ܇(ch��)�vՓ�� ұ��Փ�� ���I(y��)�O(sh��)Ӌ(j��)Փ�� �C(j��)еՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)